





钦州方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,钦州方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
钦州方矩管对炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
4、钦州方矩管保护气压力。为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上。
5、炉内水汽。一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干;二是进炉的方管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。
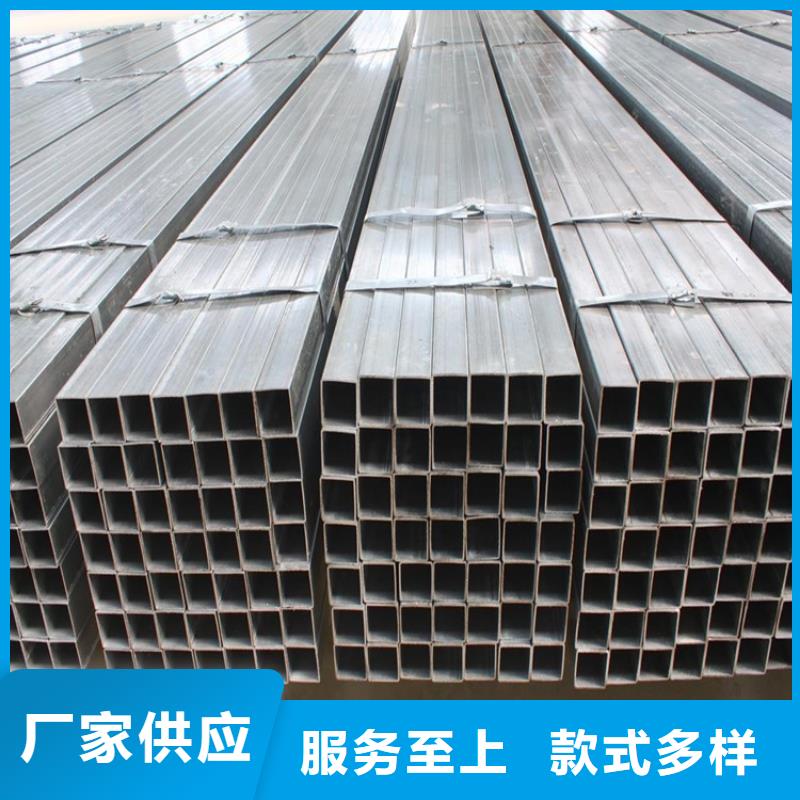
钦州方矩管在建筑、钢铁建设、农业和化学机械、玻璃幕墙、机场、太阳能发电支架、电厂、电力工程、汽车底盘、锅炉制造、房屋建设等方面都做出了贡献。
它的主要技术指标有
1.直径:6-150毫米、壁厚0.3-0.4毫米、长度5-10米。
2.表面光滑,不许有折叠、裂缝、分层、搭焊。
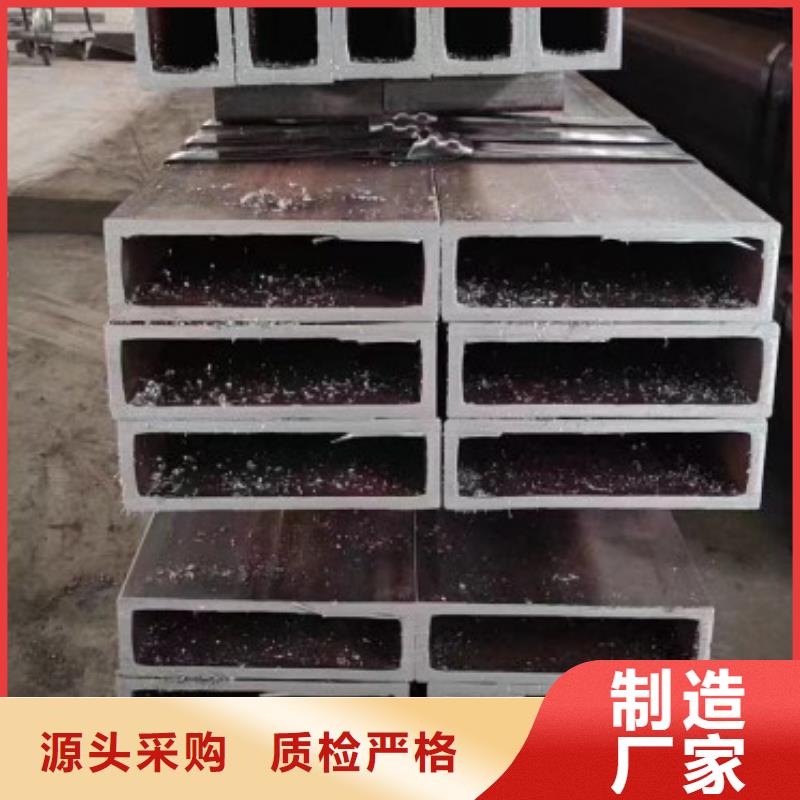
3.允许焊缝处厚度增厚和内缝焊筋存在。
4.做机械性能实验和压扁实验以及扩口实验。
5.钦州方矩管内压力实验,压力为2.5mpa保持一分钟不漏。
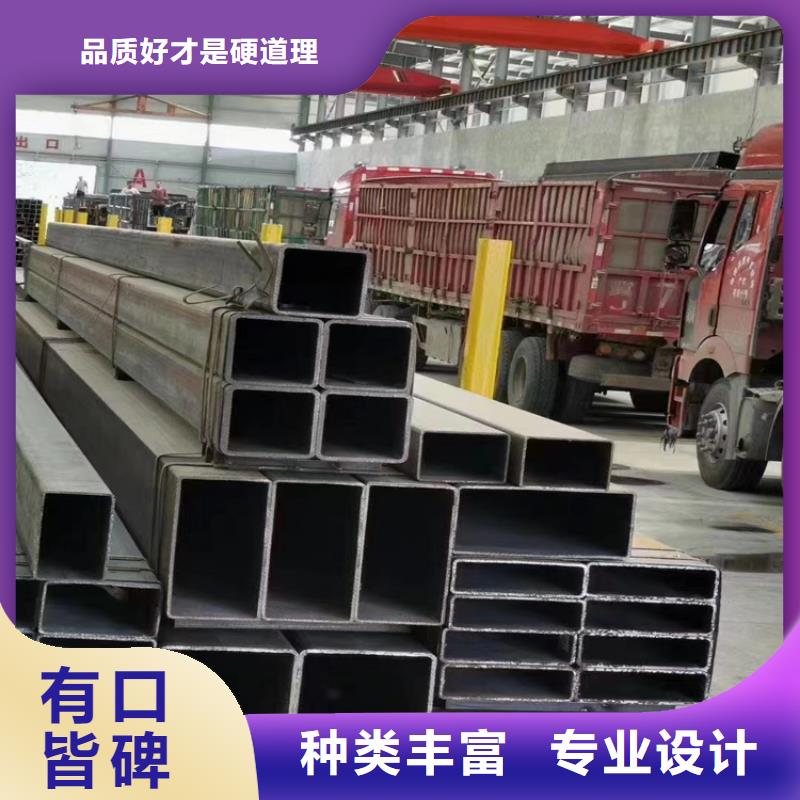
6.方管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。
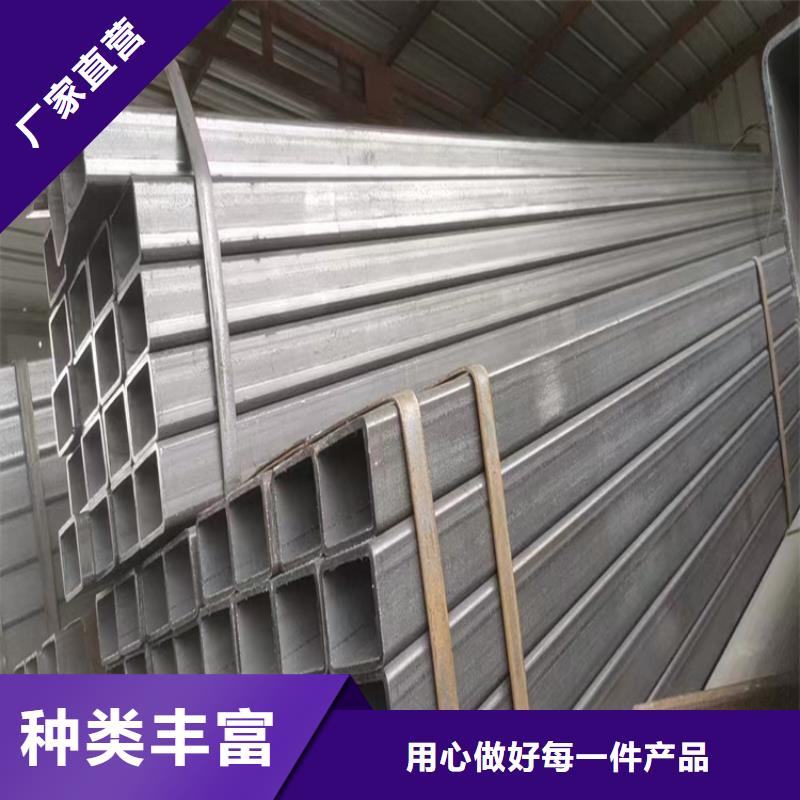
钦州方矩管存放仓库前要求
(1)材料在入库前要注意防止雨淋或混入杂质,对已经淋雨或弄污的材料要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、棉等物;
(2)材料入库后要经常检查,如有锈蚀,应锈蚀层;
(3)钦州方矩管一般钢管表面于净后,不必涂油,但对优质钢、合金薄钢板、薄壁管、合金钢管等,除锈后其内外表面均需涂防锈油后再存放;
(4)对锈蚀较严重的钢管,除锈后不宜长期保管,应尽快使用。
