

别再纠结于文字描述了,观看视频,让绕筋机钢筋带锯床生产厂家厂家直销值得选择产品为你展现真实魅力!
以下是:吉安泰和绕筋机钢筋带锯床生产厂家厂家直销值得选择的图文介绍

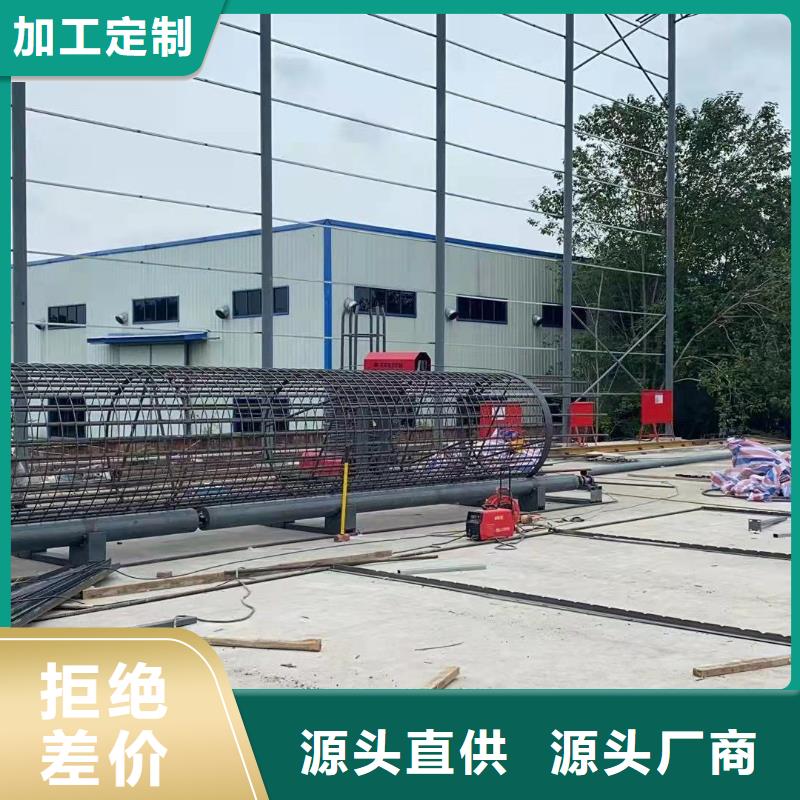
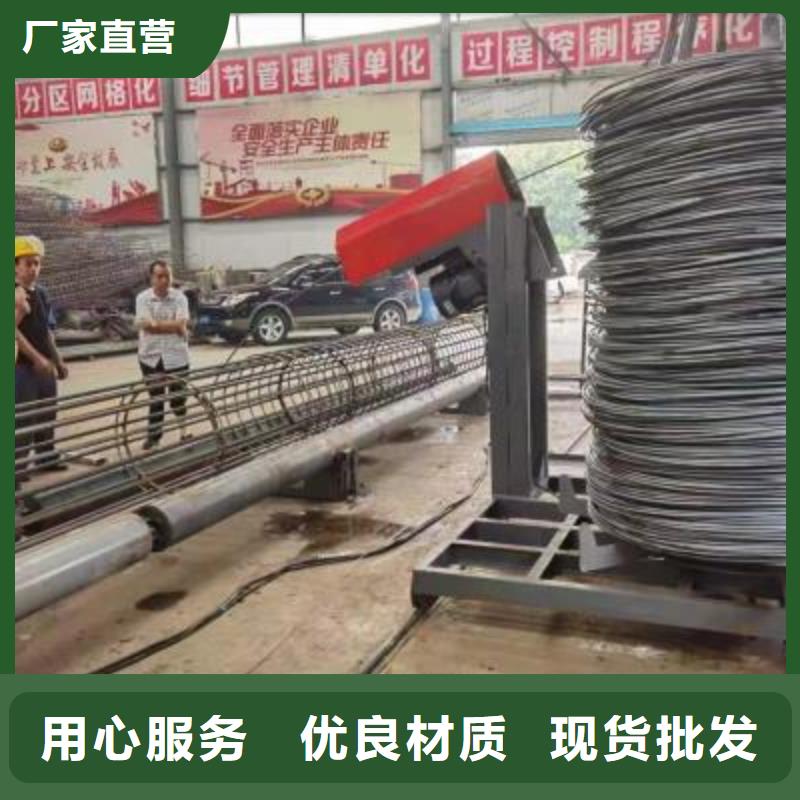
钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。


钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。



锯切进给采用压力控制,通过调速阀调节,实现无极调速锯切线速度钢筋锯床采用变频器控制,调节控制方便 锯带液压手动张紧 主传动采用大功率减速机,动力强,可靠性高,长时间工作运转采用PLC钢筋锯床可编控制器,工作性能好采用液压驱动滑台式送料,送料方便,快速升降导向采厂商真的很好用用进口线性导轨,运行精度高 可配置自钢筋锯床动排屑装置,实现锯屑自动收集 龙门结构钢筋锯床,刚性好.钢筋笼绕筋机数控通电后的检查:(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。



建贸机械设备(吉安市泰和县分公司)针对不同客户需求,我们可度身订做各种 数控弯箍机及多种 数控弯箍机周边设备等,我们注重产品与市场的衔接,公司有一批经验丰富的产品研发小组,在把握产品质量的同时,又不断开发适合市场需求的新款式。

