以下是:广东省惠州市碳钢无缝管成型方法的产品参数
以下是:广东省惠州市碳钢无缝管成型方法的图文视频
【杰达通】业务覆盖多领域场景,主营
惠阳低合金无缝钢管、
龙门12cr1mov无缝管、
梅州42crmo无缝钢管、
韶关16锰无缝钢管、
汕头[冷轧无缝钢管]、
东莞无缝钢管15crmo等产品服务。
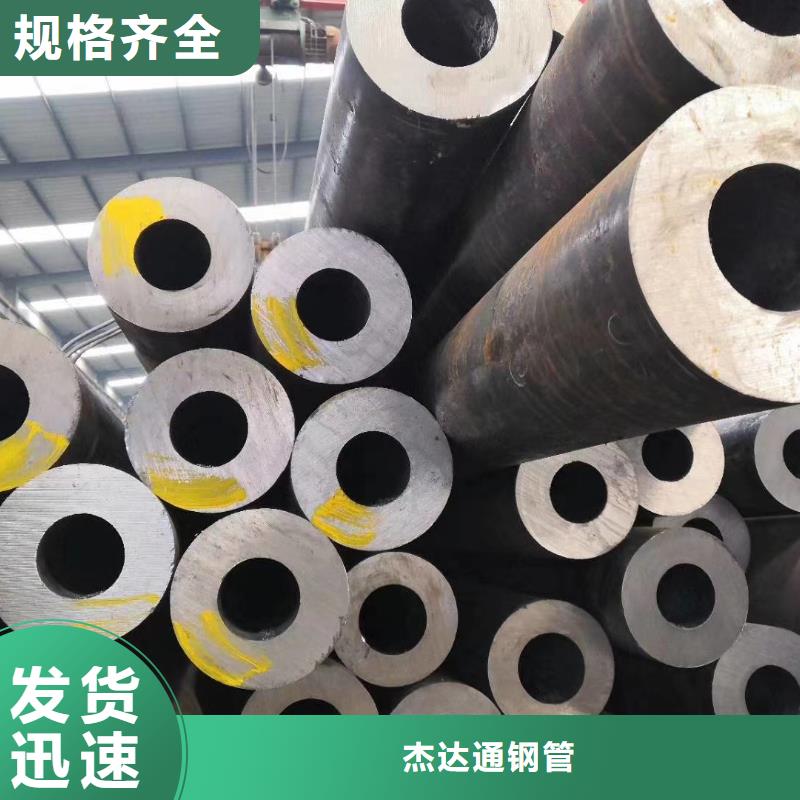
碳钢无缝管成型方法,
杰达通钢管(惠州市分公司)为您提供
碳钢无缝管成型方法产品案例,联系人:
张经理,电话:
【0527-88266222】、【0527-88266222】。 广东省,惠州市 宋天禧四年(1020年),祯州改名惠州。1368年(明洪武元年),改惠州路为惠州府。清代基本沿明制。1988年1月,撤销惠阳地区,设立惠州市(地级)。惠州在隋唐已是“粤东重镇”,一直以来都是东江流域政治、经济、军事、文化中心和商品集散地,古时即有“岭南名郡”、“粤东门户”之称。惠州市是中国近代抗争史的前沿阵地,曾建立华南抗日战争的主力部队—东江纵队。惠州是东江中下游的中心城市,处在客家文化、广府文化和潮汕文化的交汇地带,各种文化相互交融、兼收并蓄,广东汉剧、渔歌、山歌、舞龙、舞狮、舞春牛、瑶族的舞火狗等各种文化活动盛行。
文字或许能描绘碳钢无缝管成型方法产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:广东惠州碳钢无缝管成型方法的图文介绍

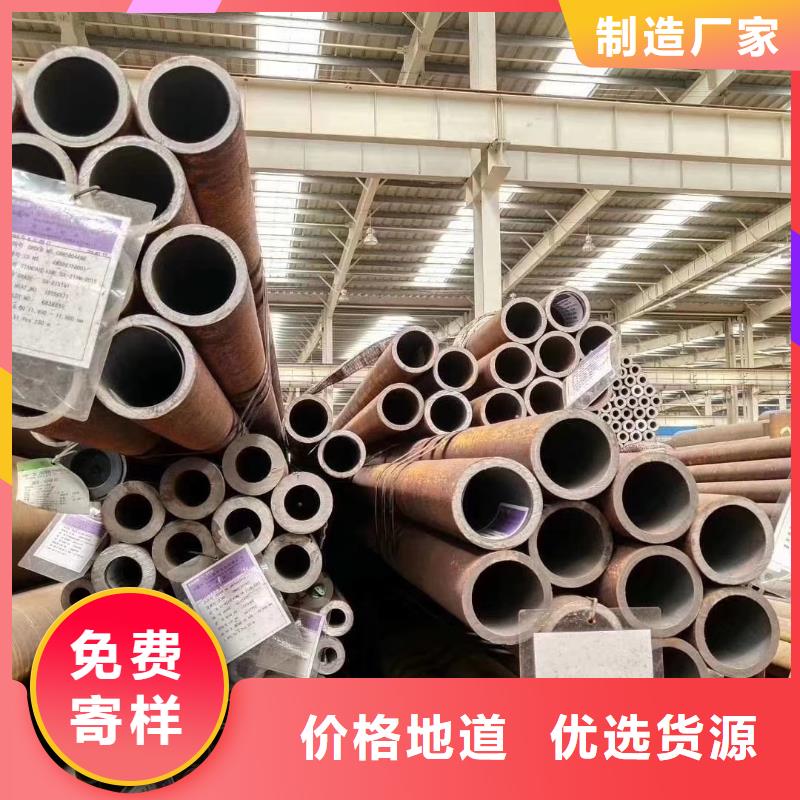
随着 厚壁无缝钢管工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,杰达通钢管(惠州市分公司)健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!杰达通钢管(惠州市分公司)坚持“以人为本、以质取胜”的企业理念,“一切以 厚壁无缝钢管市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 厚壁无缝钢管产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!


广东惠州无缝钢管的执行标准: 1. GB/T8162-1999 (结构用无缝钢管镀锌钢管理论重量)。主要用于一般结构和机械结构。其代表材质(牌号) :碳素钢、20、45号钢;合金钢Q345、20C镀锌钢管价格、 40Cr、 20CrMo、30-35CrMo、 42CrMo等。 2. GB/T8163-1999 (输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表陶瓷复合钢管材质(牌号)为20、Q345等。 3. GB3087-1999 (低无锡无缝钢管中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体唱管道。 4. GB5310-1995 (高压锅炉用无缝钢管)。主要用于电站及天津无缝钢管核电站锅炉上耐高温、高压得输送流体集箱及管道。 5. GB5312-1999 (船舶用碳钢和碳锰钢无缝钢管)。中国无缝钢管网主要用于船舶锅炉及过热器用、吸耐压管等。 6. GB1479-2000 (高压化肥设备用无缝钢管)。主要用于化肥设备上输天津钢管集团送高温高压流体管道。 7. GB9948-1988 (石油裂化用无缝钢管)。主要用于石油冶炼厂响锅炉、热交换脚手架钢管价格器及其输送流体管道。 8. GB18248-2000 (瓶用无缝钢管)。主要用于制作各种燃气焊接钢管、液压气瓶。



广东惠州无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。


碳钢无缝管成型方法_杰达通钢管(惠州市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:张经理,开发区汇通国际金属物流园。