



联系我们

当前位置:
液压机械(合肥市分公司) >合肥本地产品动态
滚压管 油缸管厂家大量现货
更新时间:2026-02-28 16:43:41 ip归属地:合肥,天气:阴转晴,温度:-3-8 浏览次数:4 公司名称: 液压机械(合肥市分公司)
以下是:安徽省合肥市滚压管 油缸管厂家大量现货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 1公斤 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
| 范围 | 滚压管 油缸管供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 瑶海区、庐阳区、蜀山区、包河区、长丰县、肥东县、肥西县、庐江县等区域。 |
以下是:安徽省合肥市滚压管 油缸管厂家大量现货的图文视频




【安达】持续拓展产品矩阵,现有肥东高精度空心杆、庐江研磨管加工厂、淮南液压油缸管、芜湖高精度空心杆、六安大口径液压钢管等,满足不同场景需求。滚压管 油缸管厂家大量现货,液压机械(合肥市分公司)为您提供滚压管 油缸管厂家大量现货,联系人:高经理,电话:【17768165506】、【17768165506】。 安徽省,合肥市 合肥市,简称“庐”或“合”,古称庐州、庐阳、合淝,是安徽省辖地级市、省会、合肥都市圈中心城市,国务院批复确定的中国长三角城市群副中心城市,重要的科研教育基地、现代制造业基地和综合交通枢纽。截至2022年,全市下辖4个区、4个县,代管1个县级市,总面积11445平方千米,常住人口为963.4万人,城镇人口815.4万人,城镇化率84.64%。
想知道滚压管 油缸管厂家大量现货产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:安徽合肥滚压管 油缸管厂家大量现货的图文介绍
客户导向,彰显特色、打造客户心中的一线品牌-液压机械(合肥市分公司),公司主营: 镀铬空心杆,欢迎询价。

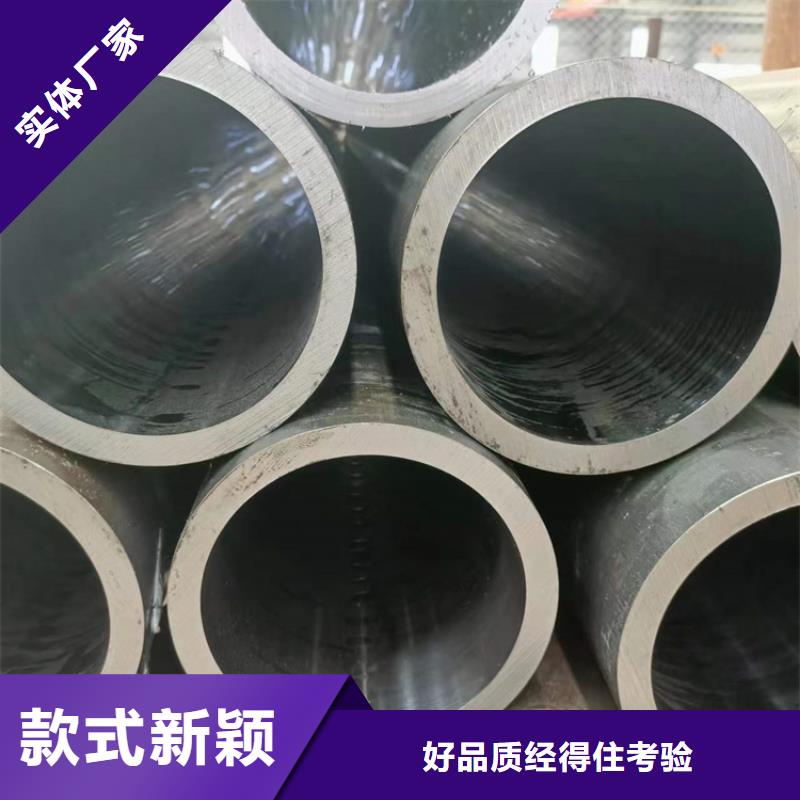
安徽合肥珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
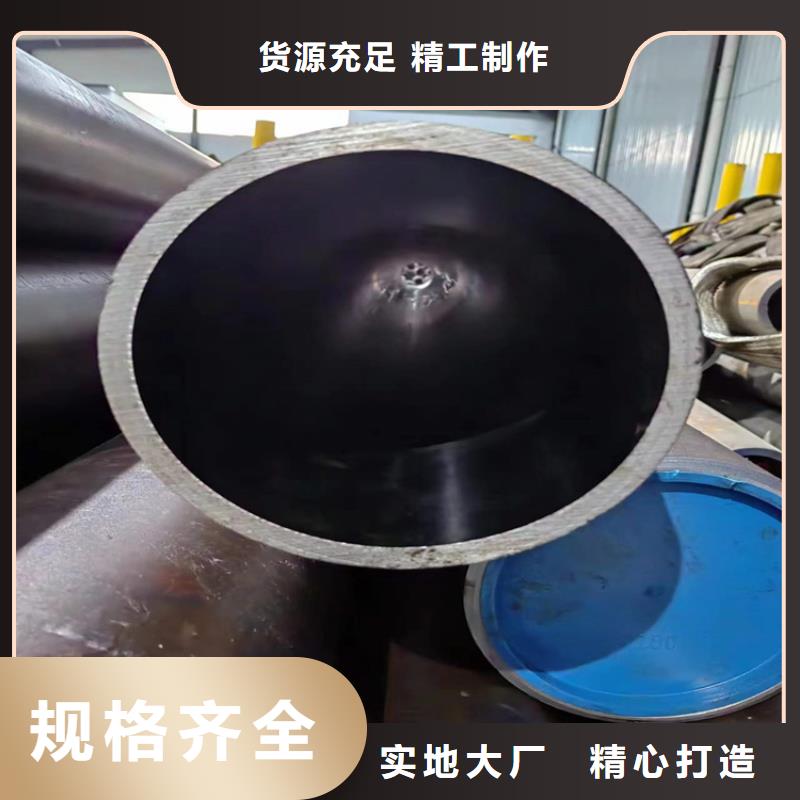
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管


安徽合肥珩磨管油缸管绗磨管油缸管是经过滚压加工的。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。
轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。滚压管



安徽合肥珩磨管油缸管绗磨管钢材不同,珩磨管淬火裂纹发生的几率也不同。一般说,钢材含碳量越高或Cr、Mo含量越高,越容易发生淬裂。下图表示水淬时淬裂倾向与钢的化学成分的关系。图中所示指数的负值越高,即为淬裂倾向越大。由于各种钢材的淬裂倾向不同,在设计零件时应根据性能要求,根据淬透性和脆硬性,从工艺和经济等角度综合分析和选择钢材。化学成分与淬裂的关系(水淬)3.2 珩磨管淬火零部件 机械零件的设计往往主要考虑材料的力学性能而忽略热处理工艺性能。有些零件从材料强度上看可能很合理,但从热处理工艺角度分析,其形状尺寸可能是不适当的。为了防止零件在珩磨管淬火急冷中开裂,应设法使其均热均冷,均缩均胀。为此,在零件设计中要注意两点:(1)断面要均匀;(2)没有缺口效应。良好的设计要求截面厚度均匀、形状对称、平滑过渡和加开工艺孔。对于形状复杂、尺寸较大(大于400mm)的大型凹模及薄而长的凸模,应采用分离镶拼结构,变繁为简,化大为小,变模具内表面为外表面,既便于冷热加工,又可以有效降低淬裂倾向,提高产品合格率。滚压管



滚压管 油缸管厂家大量现货_液压机械(合肥市分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:高经理,辽河路燕山路交叉口南500米东首。