








涌华金属科技(阳泉市盂县分公司)以雄厚的技术力量,精良的 耐磨钢板先进设备,完善的制造工艺,严格的 耐磨钢板质量管理体系,为用户提供优质可靠的产品,可靠的 耐磨钢板产品质量,良好的售后服务,深受用户的好评, 耐磨钢板产品覆盖广东、湖北、湖南、广西、大连、东北三省、四川、山东、等二十多个省、市自治区。


涌华金属科技(阳泉市盂县分公司)是阳泉盂县地区较早生产经营 耐磨钢板的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 耐磨钢板等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 耐磨钢板产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 耐磨钢板产品和服务。



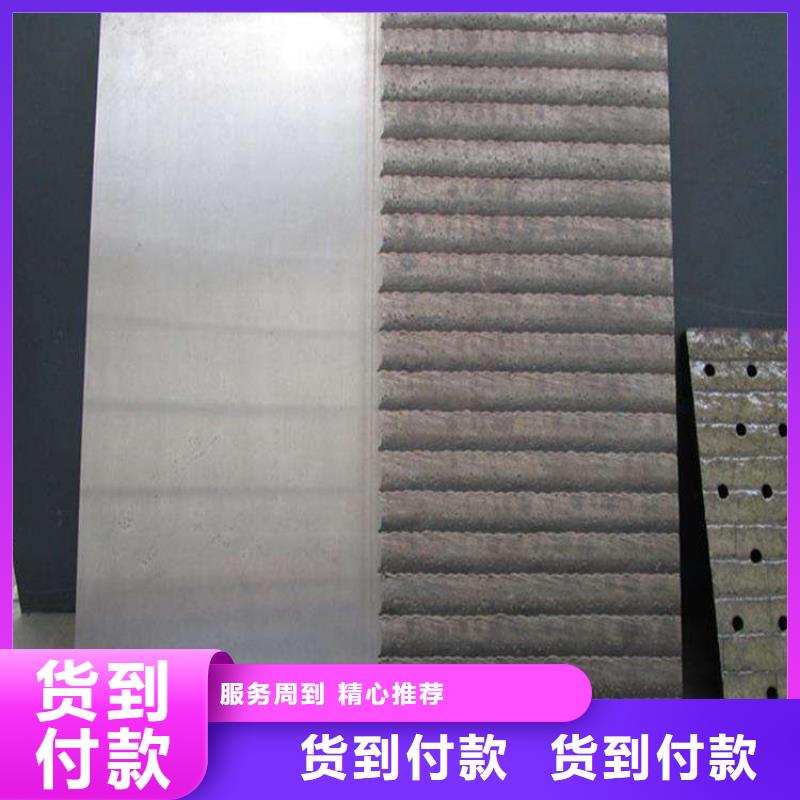
堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。