

简约设计,不简单内涵。观看我们的销售304不锈钢板加工厂家产品视频,用少的话语传达真实的产品价值。
以下是:惠州博罗销售304不锈钢板加工厂家的图文介绍

十多年的发展历程,历经坎坷,走向辉煌,脚踏实地”的奋斗与奉献,中工金属材料(惠州市博罗县分公司)将励精图治,勇往直前,开拓创新,愿与 光纤激光切割业界同行携手共进,共创中国 光纤激光切割事业新的辉煌。


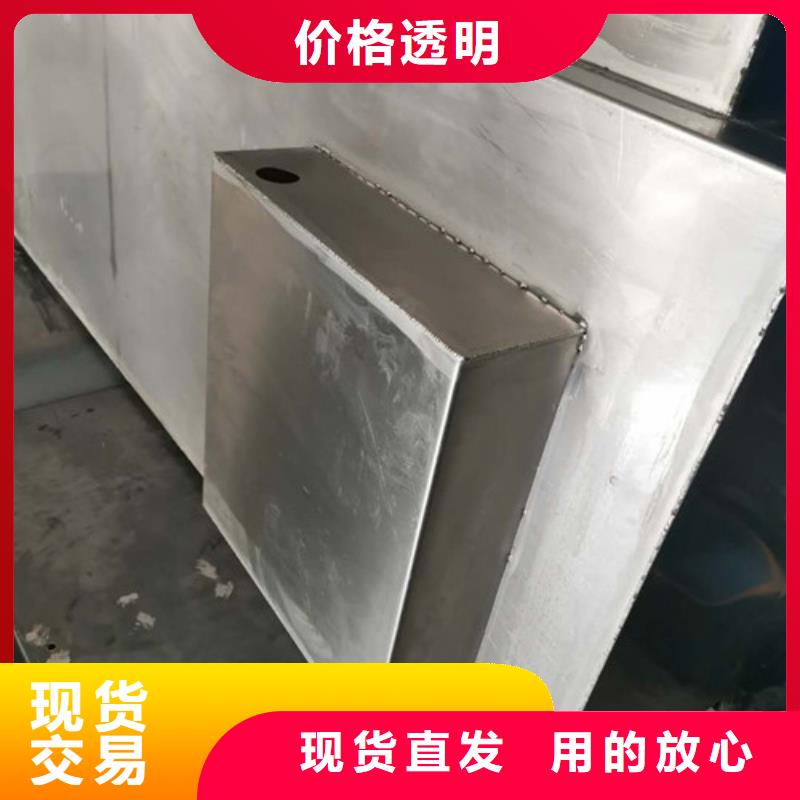
尤其是在建筑行业,因为这个行业关乎到人的生命财产。所以都是选用的抗压性能和抗拉性能比较好的不锈钢板。再有就是工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。 在干燥的室内环境中使用304不锈钢效果相当好。因为前几年才发展起来的3D打印行业,在不锈钢板的选用上面需求也是的大,因为不锈钢板本身的耐腐蚀性能比较好,所以在高温的打印环境下,能够发挥出不错的成绩,这也是能够迅速的发展的必要条件之一。 不锈钢薄板拘束度较小,在焊接过程中受到局部加热、冷却作用形成了不均匀的加热、冷却,焊件会产生不均匀的应力和应变,焊缝的纵向缩短对薄板边缘的压力超过一定值时,即会产生较严重的波浪式变形,影响工件的外形质量。 解决不锈钢薄板焊接时烧穿、变形的主要措施有:01严格控制焊接接头上的热输入量,选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);02通常对薄板焊接一般采用较小的喷嘴,但我们建议尽量采用大的喷嘴直径,这样使焊接时的焊缝保护面大一些,能有效且较长时间隔绝空气,使焊缝形成较好的抗氧化能力强。



焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。 利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。


